


















 明美轨道交通加工设备 汽车配件加工
明美轨道交通加工设备 汽车配件加工
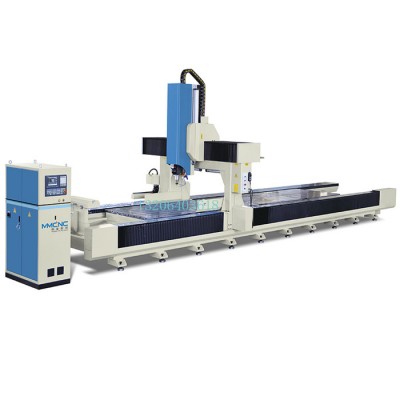
 明美数控 高铁动车铝型材配件专用设
明美数控 高铁动车铝型材配件专用设
 明美数控 JGZX3-CNC-6000 铝型材轴
明美数控 JGZX3-CNC-6000 铝型材轴
- 安装方式:
- 立式
- 刀具数量:
- 8.0
| 安装方式 | 立式 |
|---|---|
| 刀具数量 | 8.0 |
| 定位精度 | 0.02mm |
| 动力类型 | 机械传动 |
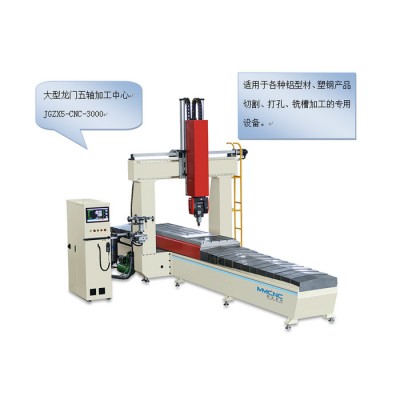
| 类型 | 龙门加工中心 |
| 售后服务 | 保修一年 |
| 主电机功率 | 5.5KW |
| 主轴转速范围 | 8000rpm |
| 界面语言 | 中文 |
| 是否库存 | 是 |
| 作用对象 | 铝型材 |
| 适用行业 | 航空航天 轨道交通 汽车制造 船舶制造 幕墙篷房 |
| 布局形式 | 立式 |
| 品牌 | 明美 |
| 型号 | JGZX3-CNC-7000 |
| 加工定制 | 是 |

性能特点Equipment Advantages
◎适用于大中型模具制造,船舶,铝合金结构件的加工,轨道交通、汽车防撞梁、光伏、铝型材深加工等结构件的加工,是加工精度要求较高,形状复杂零件和模具行业、航空航天工业的理想设备。
◎采用台湾新代CNC数控系统控制,机床运动部分采用进口伺服电机和伺服驱动器,定位速度快,运行平稳。
◎数控系统配置文件存储单元,可储存上万个不同的加工程序文件,现场生产中操作者可自由调用,方便快捷。数控系统自身具备故障检测,断点恢复,断电恢复等功能,控制系统采用单元模块化结构,便于生产现场的维修和维护。
◎设备由于采用先进的CNC数控系统,该机可同时满足钻孔、铣削、攻丝及锯切等多种加工需求。
◎四轴摆头采用意大利自动换刀18.0KW主轴,可实现自动换刀功能,自动对刀功能。可实现不同规格的铝材加工。
◎换刀刀库采用斗笠式(8把)+直排式(8把)16把刀位,满足型材加工不同孔位快速换刀要求。
◎设有喷雾冷却功能,有效增加切削铝型材表面质量,增加刀具使用寿命。
◎研发设计的系统软件、后处理,满足不同工艺的精加工要求,操作方便。
◎可实现双工作区加工模式,即实现一区加工,一区拆卸工件。机床加工交替运行。
◎机床床身为整体重型焊接方式,数控铣床强力切削设计标准。经整体时效退火后,由数控加工中心整体加工而成,机床龙门结构采用整体焊接结构,相对通用机床具有加工精度高,结构稳定,使用年限长等诸多优点。
技术参数Technical Parameter
电源:380V 50HZ 工作压力:0.6~0.8Mpa
总功率:26KW 电主轴功率:18.0kw
电主轴转速:24000r/min 电主轴最大输出扭矩:10.4NM
耗气量:0.5-0.8Mpa 刀库:8+8
刀柄规格:HSK-63F 刀具最大安装长度:150mm
工作台面:T型工作台 加工范围:7000x1500x800mm
加工行程:X7000mm 进给速度:X50m/min
Y1500mm Y25m/min
Z800mm Z10m/min
定位:±0.05mm/500mm 重复定位:±0.03mm/500mm
润滑:自动润滑系统 冷却: 油雾泵
外形尺寸11000x3300x3060mm 重量:15000kg
主要元器件配置表:
| 名称 | 品牌 | 规格 | 产地 |
| 数控CNC控制系统 | 台湾新代/铼钠克 |
| 台湾 |
| 主轴 | HSD/Hiteco |
| 意大利 |
| 变频器 | 台达 |
| 台湾 |
| 伺服电机 | 安川 |
| 日本 |
| 减速机 | 新宝 |
| 日本 |
| 导轨 | ABBA/上银 |
| 台湾 |
| 滑块 | ABBA/上银 |
| 台湾 |
| 齿条 | 亨利安 |
| 德国 |
| 气动元件 | 亚德客 |
| 台湾 |
| 电气件 | 西门子/施耐德 |
| 德国/法国 |
|
| | |








 微信客服
微信客服