














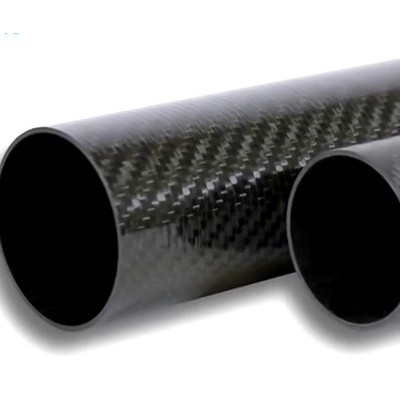



 碳纤维管强度怎么样?比钢材更坚实
碳纤维管强度怎么样?比钢材更坚实
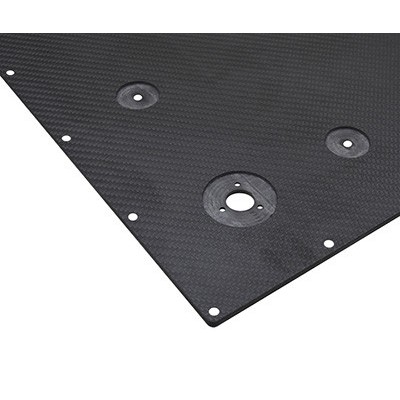
 热塑性碳纤维板运用范围详解
热塑性碳纤维板运用范围详解
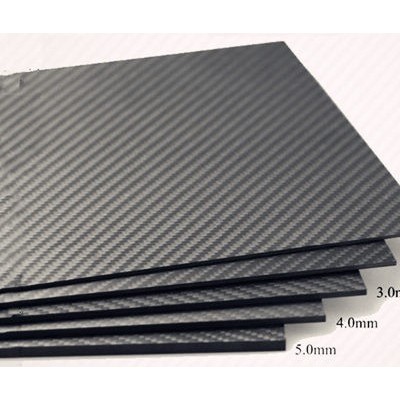 碳纤维板尺寸及厚度的常识科普
碳纤维板尺寸及厚度的常识科普
碳纤维板热压成型的过程剖析
碳纤维制品的成型方式有很多种,比热压成型、缠绕成型、模压成型、拉挤成型等等,而碳纤维板材的成型多以热压为主。热压工艺可以让碳纤维板固化成型,是碳纤维板材性能蜕变的重要过程,我们来做一个剖析。
碳纤维板热压前的铺层工作
碳纤维板材是通过预浸料的反复铺层而累积获得厚度的,单层碳纤维预浸料的厚度通常在0.2mm,假设其实需要2cm厚的碳纤维板,10层碳纤维预浸料是必不可少的。
另外为了增强碳纤维板成型后的性能更加稳定,预浸料的铺层角度是有讲究的,0°、±45°和90°需要按照顺序来。如果企业对于碳纤维外观和使用环境有要求,还需要选择对碳纤维预浸料的纹路进行选择,横纹和斜纹,细节之上见真章。
碳纤维板热压过程剖析
碳纤维板的热压过程离不开热压罐、真空热压罐或热压釜,他们的主要功能相似,都是讲铺层和剪裁完毕的碳纤维预浸料放入其中,根据需求选择合适的烘烤问题,下面的就交给时间。
在整个热压固化成型的过程中,需要分阶段调整固化的温度和时间,温度和时间碳纤维板材最终性能达标的重要影响因素。
碳纤维板的热压温度一般控制在150℃,不超过180℃,因为现阶段使用的热固性碳纤维板材中含有的环氧树脂无法达到更高的问题。一旦温度过高,碳纤维板会从内部出现熔化,导致整体结构崩溃,丧失综合性能。
热压成型的时长会随着铺层的数量而增加,有30分钟、45分钟、60分钟等等,在固化后满足尺寸需求和性能要求的前提下,应该尽量缩短热压成型的时间。另外如碳纤维管等其他制品都会有模具在中间支撑形状,在进入热压罐前,需要涂抹脱模剂,便于成型后轻松脱模,降低成品损坏的风险。
可以把热压罐看成是一个超大号的烤箱,而碳纤维预浸料制成的各种形状的制品就想披萨的面饼和馅料,设置好温度和时长之后,只待时间一到,就可以收获满满的幸福。当然唯一的不同就是,碳纤维板需要的是喷漆和打磨,而披萨需要的是切块。










 微信客服
微信客服