



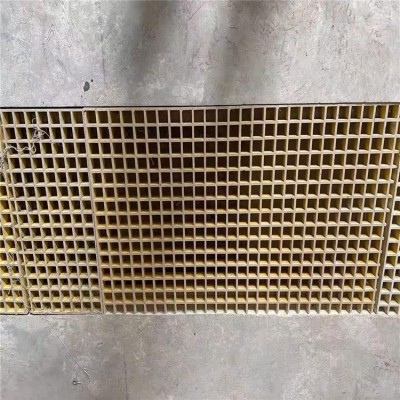









 玻璃钢盖板网格板篦子板
玻璃钢盖板网格板篦子板
 玻璃钢盖板价钱
玻璃钢盖板价钱
 玻璃钢护栏价格
玻璃钢护栏价格
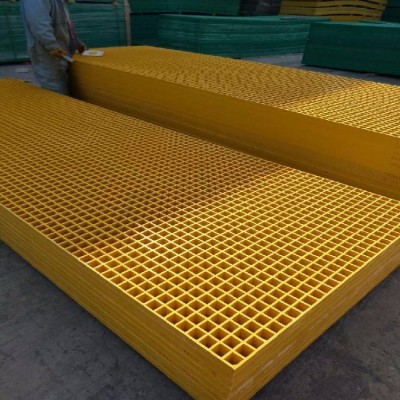
 玻璃钢格栅厂家
玻璃钢格栅厂家
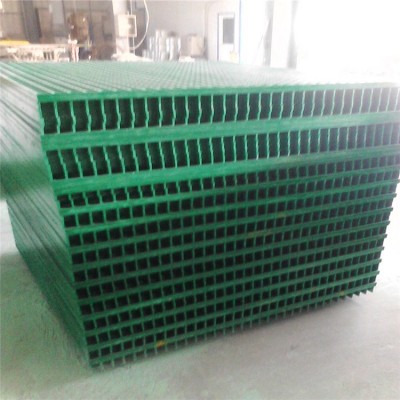
 防腐玻璃钢格栅板应用
防腐玻璃钢格栅板应用
 玻璃钢树穴盖板价格
玻璃钢树穴盖板价格
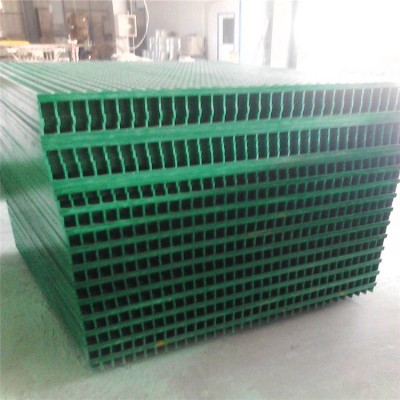
 污水处理厂使用玻璃钢格栅盖板
污水处理厂使用玻璃钢格栅盖板
- 材质:
- 玻璃钢
- 厚度:
- 25 30 38 50 65
- 尺寸:
- 1*4 1.22*3.66
玻璃钢模具外观加工技术介绍如下:
1、水磨方法——新模式或旧模式的创新,水砂纸为水磨,水砂纸在水磨起点,通常从600,有些用户为了提高工作效率,从400到400,用较厚的水砂纸直接研磨,快速研磨。但不知道细砂纸打磨后粗砂纸砂痕不打磨的失败需要再次打磨。然后600到800,1000,1200,1500(或2000)人失去了,所有的努力都白费了。
2、抛光时,先将模具顶部表面抛光,再用电动抛光机抛光,然后对模具表面进行粗糙涂层抛光,当抛光机开始进行圆形螺旋操作时,过去的铸铁,不要排出模具,主要工作是粗糙抛光。迄今为止,一般来说,粗糙抛光需要至少两个模具相对平滑地完成。然后把新盘的粗毛丝粗抛光,再加上精抛光和抛光剂,然后重复上述操作,抛光剂的厚度与毛板不一样,尽量每个抛光机对应一个。
3、清洗模具,在模具清洗过程中,模具外观抛光密封胶中的残油和脱模剂可以牢固地附着在模具上,然后结合碧泉和模具用擦洗两次,第-二次模具清洗用水用纱布擦洗模具外观,干燥,然后涂抹模具清洗水,让其充分蒸发干燥(约半小时),然后使用干净的干点灯。
4、合上模具,根据玻璃钢制品完成要求,通常在第三次抛光后被认为完成。然而,如果只抛光模具的表面,就会有许多看不见的孔。在玻璃钢的精度要求中,我们需要密封这些微小的孔,这样玻璃纤维的精度大大增加,才能使塑料的增强达到更高的水平。用纱布将密封胶均匀涂抹在模具表面,然后干燥(约30-60分钟),然后用干净的干布擦拭润滑。新模具也密封了四次,如果旧模具创新,两次都可以密封。
5、脱模时,在操作过程中,应根据不同厚度的玻璃钢制品进行不同的生产,同样也要选择不同的脱模剂。铸造成型玻璃钢卫生洁具,玻璃钢制品厚度约为5毫米,玻璃固化加热,而不是使用高温脱模蜡或基底厚度。尽量用纱布敷上混凝土剥离蜡,适量剥离蜡紧贴薄膜,然后将纱布挤压均匀地涂在模具外面,这样不仅均匀而且还能节省大量散落的未剥离蜡,让其干燥(30-60分钟),然后用手清洁纱布袋擦拭或抛光机以抛亮光泽。使用前涂4-5倍的新脱模蜡。前10个产品脱模后,每次脱模后的后一个蜡可以去除。
为了提高玻璃钢格栅板的完成速度、工作效率和脱模性,一旦涂上脱模剂,此类制品的平整度非常好,还可以避免因蜡垢污染而重复使用脱模蜡清洗。脱模蜡或重复使用清洁的脱模蜡长期储存后容易氧化,对玻璃钢制品造成不必要的伤害。以上就是生产玻璃钢格栅板的表面处理工艺的全部内容。
玻璃钢格栅制造完成后,通常会有几种形式。未经加工处理的月牙形自然玻璃钢格栅;加砂处理后砂面玻璃钢格栅;抛光后的双平面玻璃钢格栅。
如何处理玻璃钢格栅需要根据具体情况而定。如果需要防滑处理,自然新月形表面和加沙可以得到处理。如果要求不高,你可以用砂光机打磨它,使它看起来光滑平整。防滑玻璃钢格栅有多种板面可选择。
月牙形玻璃钢格栅:制作玻璃钢格栅时,需要人工挤压,所以成品玻璃钢格栅的一面是平的(即底面),另一面是挤压形成的月牙形。当玻璃纤维增强塑料格栅通常用作人造走道时,不需要任何处理。本身的月牙表面就是很不错的防滑措施,无危险性较高。
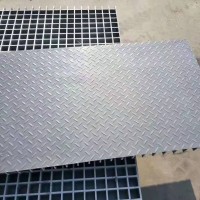
双平面玻璃钢格栅;双平面玻璃钢格栅一般用于一些不需要人工或机器行走的场合,如玻璃钢格栅吊顶、玻璃钢格栅操作平台、玻璃钢格栅护栏、玻璃钢格栅墙面等。因为在这些场合,整体美是必有的, 所以玻璃钢格栅都会经过打磨机处理,制作出双平面的格栅板。
砂面玻璃钢格栅:一般客户在需要砂面玻璃钢格栅的时候是需要提前预订的,因为制作完成后的玻璃钢格栅是无法再进行砂处理的,而是在生产的过程中进行的砂处理。
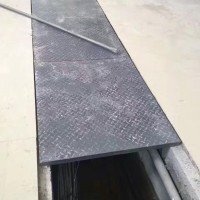
和月牙面玻璃钢格栅相比起来,砂处理的玻璃钢格栅更加耐磨,月牙面的玻璃钢格栅的防滑作用只适应人工走道,若是汽车、机械设备、大型重物等,则选择磨砂型的玻璃钢格栅板更加适合。月牙面一旦被磨平就失去了防滑的功能,而磨砂玻璃钢格栅则不同,砂是在生产的时候添加进去的砂深深的嵌入格栅板中,具有很好的防滑效果。








 微信客服
微信客服