














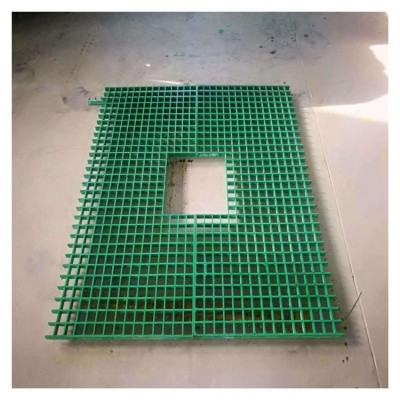
 玻璃钢树篦子树穴盖板
玻璃钢树篦子树穴盖板
 防腐玻璃钢格栅板应用
防腐玻璃钢格栅板应用
 玻璃钢盖板网格板篦子板
玻璃钢盖板网格板篦子板
 玻璃钢下水篦子
玻璃钢下水篦子
 玻璃钢防滑格栅
玻璃钢防滑格栅
 玻璃钢格栅花纹盖板
玻璃钢格栅花纹盖板
 玻璃钢树穴盖板价格
玻璃钢树穴盖板价格
 玻璃钢树池盖板树穴盖板
玻璃钢树池盖板树穴盖板
 玻璃钢水箱价格
玻璃钢水箱价格
- 材质:
- 玻璃钢
- 厚度:
- 25 30 38 50 65
- 尺寸:
- 1*4 1.22*3.66
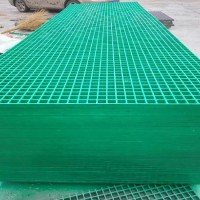
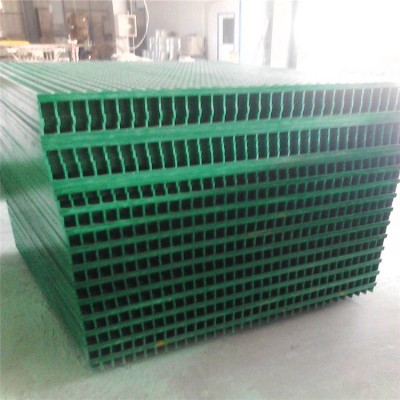
玻璃钢格栅盖板就是在格栅板的基础上再加上一层玻璃钢盖板。它和玻璃钢格栅板的主要的区别体现在外观上面,玻璃钢格栅板是网格状中空的,而玻璃钢格栅盖板则是在玻璃钢格栅板的基础上增加一层盖板,是封闭型的。
玻璃钢格栅盖板
玻璃钢格栅盖板是玻璃钢格栅和玻璃钢盖板在不同人群中的叫法,可以被认为是网格状的或是花纹面的。在该栏目下,我们主要介绍的是不镂空的盖板。
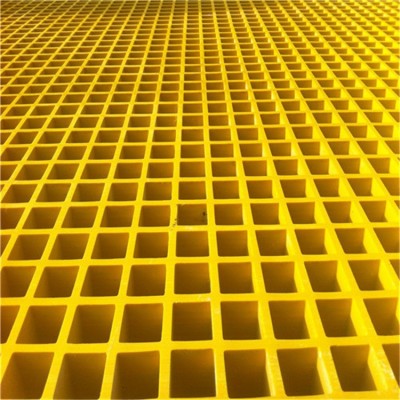
不镂空的玻璃钢盖板有两种类型:
平面型的玻璃钢格栅盖板和花纹型的玻璃钢格栅盖板。
平面的更光滑,花纹面的主要起到防滑的作用。生产起来比玻璃钢格栅要复杂一些。
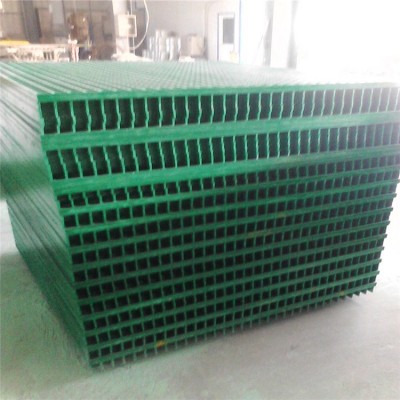
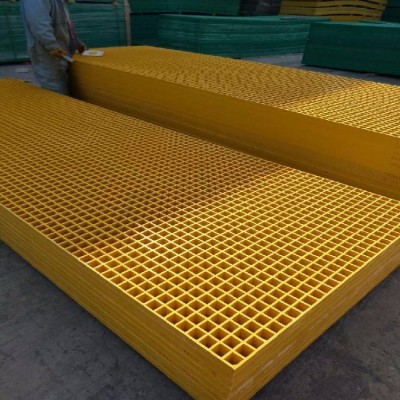
玻璃钢格栅盖板的规格有:
孔径为38*38,厚度为25mm、30mm、38mm、50mm、65mm。另外,还有50*50*50规格格栅。玻璃钢格栅盖板的尺寸有1220*3660、1220*4000、1000*4000、1000*1000等。
玻璃钢格栅盖板的颜色可依据客户需求定制生产,一般颜色为:黑色、灰色、绿色、蓝色等。
玻璃钢格栅板在刚出炉时,其外观没有润滑干净的光泽,需要加工才能够达到预期的效果。生产玻璃钢格栅板的表面处理工艺:
国内玻璃钢格栅机生产中使用的玻璃钢成型件的质量好坏,对产品的外观有很大的影响,与润滑程度也有很大关系。除了这些材料的质量,重要的是模具的质量和使用寿命的整体技能性质。但是,国内生产的玻璃钢模具是一种很好的结构,但是与其他工业化国家相比,产品的外观质量差,以及模具材料和模具制造的东西和设备条件的缺乏,更重要的是,大多数国内制造商没有国外一些工厂非常重视这些细节,而主要是对模具表面精加工的经验。
玻璃钢模具外观加工技术介绍如下:
1、水磨方法——新模式或旧模式的创新,水砂纸为水磨,水砂纸在水磨起点,通常从600,有些用户为了提高工作效率,从400到400,用较厚的水砂纸直接研磨,快速研磨。但不知道细砂纸打磨后粗砂纸砂痕不打磨的失败需要再次打磨。然后600到800,1000,1200,1500(或2000)人失去了,所有的努力都白费了。
2、抛光时,先将模具顶部表面抛光,再用电动抛光机抛光,然后对模具表面进行粗糙涂层抛光,当抛光机开始进行圆形螺旋操作时,过去的铸铁,不要排出模具,主要工作是粗糙抛光。迄今为止,一般来说,粗糙抛光需要至少两个模具相对平滑地完成。然后把新盘的粗毛丝粗抛光,再加上精抛光和抛光剂,然后重复上述操作,抛光剂的厚度与毛板不一样,尽量每个抛光机对应一个。
3、清洗模具,在模具清洗过程中,模具外观抛光密封胶中的残油和脱模剂可以牢固地附着在模具上,然后结合碧泉和模具用擦洗两次,第-二次模具清洗用水用纱布擦洗模具外观,干燥,然后涂抹模具清洗水,让其充分蒸发干燥(约半小时),然后使用干净的干点灯。
4、合上模具,根据玻璃钢制品完成要求,通常在第三次抛光后被认为完成。然而,如果只抛光模具的表面,就会有许多看不见的孔。在玻璃钢的精度要求中,我们需要密封这些微小的孔,这样玻璃纤维的精度大大增加,才能使塑料的增强达到更高的水平。用纱布将密封胶均匀涂抹在模具表面,然后干燥(约30-60分钟),然后用干净的干布擦拭润滑。新模具也密封了四次,如果旧模具创新,两次都可以密封。
5、脱模时,在操作过程中,应根据不同厚度的玻璃钢制品进行不同的生产,同样也要选择不同的脱模剂。铸造成型玻璃钢卫生洁具,玻璃钢制品厚度约为5毫米,玻璃固化加热,而不是使用高温脱模蜡或基底厚度。尽量用纱布敷上混凝土剥离蜡,适量剥离蜡紧贴薄膜,然后将纱布挤压均匀地涂在模具外面,这样不仅均匀而且还能节省大量散落的未剥离蜡,让其干燥(30-60分钟),然后用手清洁纱布袋擦拭或抛光机以抛亮光泽。使用前涂4-5倍的新脱模蜡。前10个产品脱模后,每次脱模后的后一个蜡可以去除。










 微信客服
微信客服