














 宏发立式破碎机-----转为有机肥.复
宏发立式破碎机-----转为有机肥.复
 多功能自动码垛机(堆垛机)
多功能自动码垛机(堆垛机)
 宏发有机肥造粒机---出粒高,操作方
宏发有机肥造粒机---出粒高,操作方
 宏发滚筒筛选机
宏发滚筒筛选机
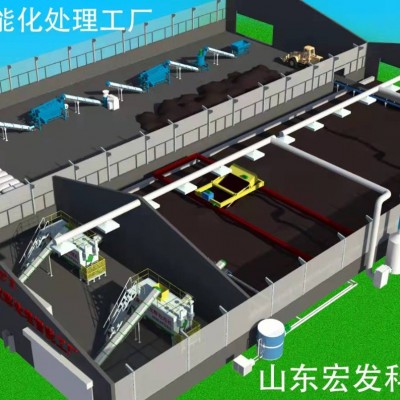
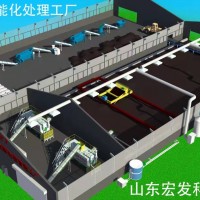
农牧有机固废好氧发酵智能工厂
方案介绍:
以智能、高效、实用为设计理念。采用好氧微生物发酵工艺。综合处理利用养殖粪污,农业秸秆,餐厨垃圾,中药残渣,城市污泥等有机固体废弃物,转化成有机肥料,实现资源化利用。该方案作为养殖场、粪污集中处理中心、有机肥生产厂、污泥处理场等项目的理想方案。
方案特点:
利用微生物分解有机物的生化原理,按好氧发酵工艺流程,工厂化整体设计,模块化生产加工,组合打造成一体化智能工厂,可实现从原料→到肥料的自动运行生产,自动化、智能化程度高。
说明:
1、有机固体废弃物原料、辅料、发酵剂进入预处理区,分别加入变频智能控制配料仓,按好氧发酵工艺要求的水分与碳氮比,自动配比出料,经输送装置送入快速无害化处理系统,在系统内处理2-3小时,快速升温、激活菌种、除臭发酵、经处理过的物料进入发酵区,预处理完成。
2、物料进入发酵区,由自动布料机输送至翻抛系统起始端,经翻抛系统自动循环运行,向后翻抛,实现物料自动移位发酵池内配置多点自动测温装置,采集数据,自动控制不同工作段位供风增氧量,营造好氧微生物生长扩繁适宜的温度环境,加快发酵进程,达到快速分解,发酵窝熟,杀虫灭卵无害化,降水除臭的目的,约15-20天物料发酵完成,由自动出料系统收集至自动包装区储备。
3、腐熟后即是有机肥料,根据需要进行粉剂和颗粒肥的制备加工
4、处理生产区均设计废气收集系统,除臭除尘,达到环保排放。
5、多点监控,数据采集,集中智能控制。





 微信客服
微信客服