












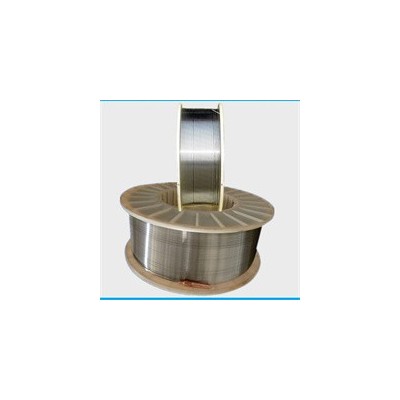

埋弧焊丝(https://www.dzhyhc.com)应用非常广泛,给一些行业的工作都带来了很大的便利,在埋弧焊丝焊接中,有很多事项需要注意,下面小编就给大家简单介绍一下埋弧焊丝的焊前预热。
在埋弧焊丝焊接中,对于一些级别较高或者是厚度较大的低合金钢结构件进行焊前预热,预热的温度与钢材的淬硬性、板厚、拘束度和氢含量等因素有关,工程中需结合具体情况经试验后才能确定,推荐的一些预热温度只能作为参考。
埋弧焊丝焊前对工件进行预热主要有着防止裂纹、降低焊缝和热影响区冷却速度、减少焊接应力等重要作用,但是,预热使得劳动条件比较恶化,使得生产工艺更加复杂。对于低合金钢结构施焊前是否需要预热,要根据生产时间和焊接性试验结果来定。
一般来说,在母材的碳钢量不小于0.35%时,要考虑预热,当碳量不小于0.45%时,应预热。从板厚方面考虑,抗拉强度在500-550MPa的低合金钢,当板厚超过25mm时,应考虑作100℃以上的焊前预热。从施焊时环境温度考虑,板材温度低于0℃时,焊前应预热。此时可将施焊处周围80mm范围内加热至150℃左右。








 微信客服
微信客服